")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
随着国家对节能减排的要求越来越严格,对清洁能源的需求量也越来越大,太阳能发电正是清洁能源的代表。光伏产业因而得到迅猛发展,专家预测太阳能光伏产业在二十一世纪前半期将超过核电成为最重要的基础能源之一。而光伏产业的主要原料便是多(单)晶硅。
市场对多晶硅的旺盛需求也带动了太阳能设备制造行业,此行业用的设备如多晶炉,切断机床,滚圆磨床,端面磨床,及开槽,切片,倒角等设备也处于供不应求的状态。太阳能行业对设备的要求:设备生产效率高,稳定可靠,使用方便。
面对日益复杂的要求和相应产生的生产效率问题,本文基于伺服的DVP系列 PLC和HMI及伺服等自动化产品,成功开发实现了一套数控多晶硅切断机床的控制系统。此控制系统控制核心部件全套用伺服产品,包括PLC,触摸屏,变频器,伺服,及伺服的开关电源。机器完整外形图如图1所示。
多晶硅切断机床为多晶硅生产出来后,用于将两端头去掉或用于多晶硅坯料的锯段成指定长度产品的设备。
多晶硅切断机床工艺过程分析框图
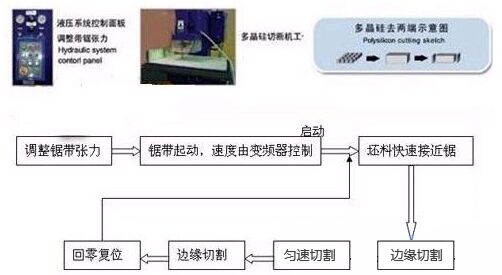
首先在工作台上用专用夹具装夹多晶硅坯料工件,然后调整好锯带张力,之后,启动锯带(锯带的速度由变频器控制),然后工作台会根据设好的工艺参数进行送料,首先工作台带动坯料快速靠近锯带,然后转为慢速进行边缘切割,速度慢,是由于多晶硅坯料表皮较硬,速度过快容易损坏锯带;切完表皮后,接着转为匀速正常切割,此过程要求送料速度极其稳定,这样,切出来的料表面平整度才好。切到最后,又转为边缘切割,直到把坯料切断,切断后,工作台快速返回原来的工作原点,等待操作人员将成品拿下,换上新坯料。
对于客户的工艺要求,我们在选型中,有三点要特别考虑:
(1)动锯带的轮子直径较大,设备负载属于恒转矩负载,切割时线速度较高,还要较快的停车速度,因此需要变频器有较大的容量和制动能力;
(2)作台进给是由伺服电机带动滚珠丝杠,切割时,为了保证光洁度,进给速度很慢,这就要求伺服低速稳定性能好。
(3)客户要求设备在参数设置后,能精确显示此坯料的加工时间,并在工作中,实时显示当前状态和切割进度,还要求显示锯带的实时转速。
3 系统方案
3.1 电气配置清单:
根据以上工艺要求,我们为客户配置的系统硬件配置如下:
(1)PLC: DVP40ES200T*1
(2)人机界面: DOP-B07S201
(3)变频器: VFD075B43A+制动电阻
(4)开关电源:PMC-024V100W1AA
系统方案图如下:

主控部分采用伺服最新推出的ES2 PLC,该系列PLC是伺服最新型小型PLC,具有2路100K脉冲频率输出功能,利用伺服运动控制指令控制伺服ASDA-AB伺服,配合伺服合适的电子齿轮比,可以达到很高的控制精度。另外, ES2 PLC具有3个独立通讯口,COM1为RS232, COM2,COM3为RS485界面,锯带变频器的频率就是ES2 PLC 利用其COM2口通讯给的,并且将锯带变频器当前的实时速度读回来,显示在屏上。
上位机画面说明:
首先在参数页设置好相关行程参数,如行程次数,距离和速度,最低速度可达6um/sec。
参数设置好手,将设备点动到合适位置,进入运行画面设备就可正常工作了。
锯带选用的是伺服通过型矢量变频器VFD-B系列460V,7.5KW机种,此款变频器启动力矩大,低速性能好,加配了制动电阻后(要将06-00参数设定为0),可快速停车,并能减少外部电网或负载回灌的能量对变频器的冲击。
送料机构均采用直线导轨加滚珠丝杆结构,由伺服AB系列1.5KW伺服电机驱动,伺服伺服具有PDFF控制构架,可在保证快速响应的同时,防止过冲,并且低速时速度平稳。