")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
传统的经编机多为链条式经编机,采用机械主轴传动结构,具有以下缺点:织花速度慢,效率低;链条机构复杂,每更换一种花型,需要花费较多时间,且每一花型对应一种链块,这样更换花型时间长,成本高,造成小批量定单失去生产意义。另外,由于机构的复杂性,致使复杂花型无法在链块机上进行生产,只能生产花型较简单的布料,不能满足越来越高的要求。
目前全伺服经编机已在纺织中逐渐得到应用。全伺服的经编机在产量,效率,花型多样性,产品质量上都有很好的优势,必将成为未来提花织布的主流。
设备介绍
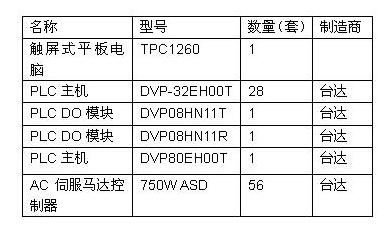
本方案中介绍的台达全伺服经编机采用台达EH系列的PLC作为控制器, 驱动部分采用台达ASD-A系列伺服系统,具体方案如下:
控制部份:采用DVP80EH00T+DVP08HN00T+ DVP08HN00T+DVP08HN00R系统集成做为全伺服经编机的主控制器,进行横移信号的采集,进而再同步发送给各个分控制器(DVP32EH00T)。系统分控制器共有28个DVP32EH00T,每组分控制器控制两轴梭节伺服。分控制器与伺服分别通过RS485通讯到上位计算机上,进行监控。
驱动部份:系统共有56条梭节,由台达56套ASD-A 750W的伺服进行控制,伺服的动作根据织花转换程序事先转换好的存储在分控制器中花型数据进行动作。由于控制轴数太多,故采用分散控制。
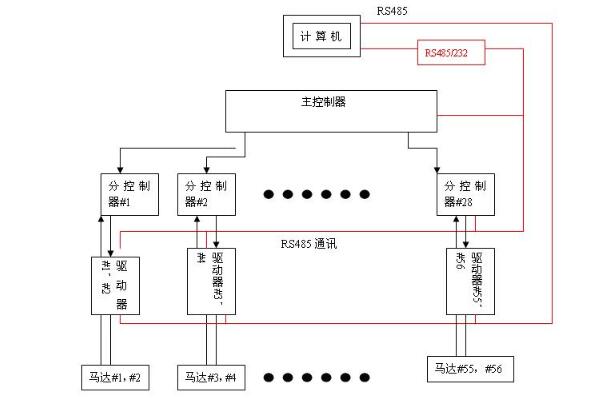
图1 全伺服经编机电控系统架构
应用规划及效果
采用台达EH系列的PLC作为控制器,利用EH PLC良好的伺服定位功能、丰富的内部数据资源、与台达伺服的无缝通讯功能,使得控制与驱动紧密结合。
采用此种控制控制方案的经编机,简化了机械机构,控制与操作更加人性化,同时提高了控制精度与可靠性。整合化的台达系统解决方案,为客户带来成本与设备档次的提升。
全伺服经编机电控系统配置表