")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
根据某汽车灯检测设备的工艺及对气密性检测的要求,设计了一套以S7-200 SMART 为控制器的自动化系统。对设备的工艺进行了分析,制定了硬件配置及软件控制流程,并提出了一些关于S7-200 SMART 的应用感受。经过实际生产中的应用,该控制系统运行稳定,性能可靠,满足了使用需求。
关键词:S7-200 SMART,车灯检测设备,气密性检测
1项目简介
在现今社会,汽车行业飞速发展,车灯做为汽车上的重要组成部件,车灯的生产工艺要求非常严格,车灯气密性检测是车灯生产线中最重要的一个环节之一,主要使生产的灯具在防水,防尘等方面都能达到防护等级要求,延长灯具的使用寿命。
福建某自动化设备有限公司生产的汽车车灯气密测漏机为国内新型汽车灯业检测设备,本机主要功能是对涂胶并压合好灯片的车灯进行漏气检验,判定是否漏气,判定的方法采用正压方式进行判定,可精确判定车灯是否存在漏气等不良情况,是用于检查各种部品、成品的气密性的差压式空气泄漏测试仪,可以提高泄漏的检测能力并实现测试工位的自动化。
该仪器装载了高感度、高耐压的差压传感器和不受热影响的气动阀,在每次测试中自动检查气动阀的动作和传感器的感度。并以功能和安全性俱佳的智能回路组成了基本回路,通过使用标准品误差修正预设值功能,或者降低误差功能,提高了测试能力并缩短了测试时间。该仪器还强化了频道功能,可对应多种工件的测试。具备适应多种测试品(工件)的测试,以及便于维护管理的校正接口等先进功能。
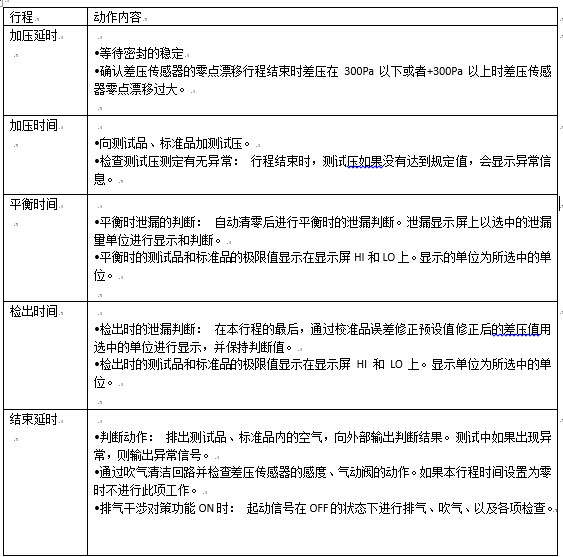
2工艺流程介绍
该设备工作过程可分为五部分:加压延时、加压过程、平衡过程、检出过程和结束延时。每个过程都设有标志位。有多组配方可供选择,以满足生产多种系列灯具的需求。
动作过程如下表所示:
3方案确定
由于市场竞争日趋激烈,尤其是成本方面,各设备制造商都严格控制。另一方面,为了提升产品的性能,设备产商会采用一些知名品牌,以提升品牌知名度。S7-200 SMART和SMART LINE触摸屏构成的解决方案性价比高,因此选择这一方案作为设备的开发。
4产品硬件配置
SIMATIC S7-200 SMART集成以太网接口,实现低成本与编程设备的通讯、强大的集成工艺功能,有效的解决方案,满足自动化需求、和灵活的可扩展性、安装简单方便、可拆卸的端子、紧凑的结构可大大节省了控制柜安装占用空间等特点。因此系统采用了SR40 CPU AC/DC/RLY的PLC作为控制中枢,其电源为AC220V,节省了电源模块、数字量输入为DC24V 24点,可直接与输入点连接、16点输出为继电器输出,干触点电压为5~30VDC或5~250VAC,电磁阀的线圈和接触器的线圈供电电压为AC220V,故可直接与PLC输出电路连接,使系统简单可靠。
SMART LINE触摸屏准确地提供了人机界面的标准功能,经济实用,具备高性价比。具有集成以太网接口,实现低成本与PLC控制设备的通讯,方便,快捷,强大的通讯功能,64K色真彩显示,800 X 480 dpi宽屏显示设计和传统屏幕相比具有更大的可视面积,使单个画面中可以显示更多的信息,让操作员具有更舒适的视觉体验,高分辨率使画面更清晰,画质更细腻。
设备硬件配置如下图所示:


5软件开发
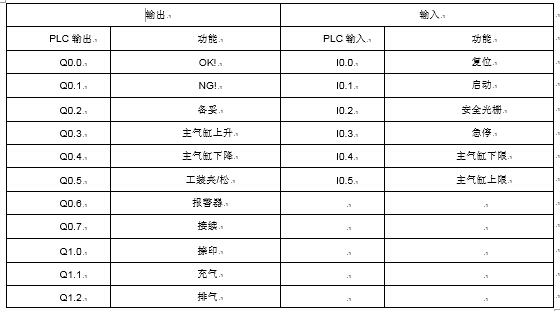
根据气密性检测流程,PLC 端子接线图如图2所示。I/O信号分配表如表1所示。
控制系统工艺分析如下:
1. 在检查完无故障的情况下,启动设备。设备自动运行完成各个过程。
2. 加压延时过程,此时打开排气电磁阀。
3. 加压过程,关闭排气阀,打开充气阀。检测压力值是否正常,取模拟量值跟设定值做 对比,若压力值过低,则低压报警,同时停止加压过程,关闭充气阀,打开排气阀。
4. 平衡延时过程,关闭充气阀。检测压力值是否正常,去模拟量值跟设定值做比较,若超出设定值,则报警输出,同时结束平衡延时过程,打开排气阀。
5. 检出过程,此时取模拟量值跟设定值做比较,若超出设定值,则报警输出,同时结束检出过程,打开排气阀。
6. 结束延时过程,打开排气阀,延迟时间结束,关闭排气阀。
由于使用了SMART LINE触摸屏,设备界面更加美观,大方,也大大提高了操作的灵活性。下图为触摸屏操作界面。



6应用体会
SIMATIC S7-200 SMART自动控制系统与开关按钮系统比较,增加了监控功能,具有可靠性强、安全性好、准确性高等优点,可节省人员的编制,大大减少因人为的误操作或开关损坏而造成的故障,从而提高了工作效率,并相对提高了社会经济效益,是一种有效而实用的自动控制系统。
通过终端用户的使用, 证明了气密测漏机控制系统用 PLC 控制的方法是切实可行的。气密性检测装置采用 SIMATIC S7-200 SMART PLC 控制器能大大地提高系统的可靠性和极大地提高了设备自动化程度,并使操作程序更加简便,客户较为满意。